9. BÖLÜM : Yüzey İşleme İşaretleri
- 1 YÜZEY İŞLEME İŞARETLERİ-1
- 2 YÜZEY İŞLEME İŞARETLERİ-2
- 3 YÜZEY İŞLEME İŞARETLERİ-3
- 4 YÜZEY İŞLEME İŞARETLERİ-4
YÜZEY İŞLEME İŞARETLERİ-4
1. UYGULAMA
Şekil 1’ de ön ve yan görünüşleri verilmiş “Yatak” parçası kum dökümde elde edilmiştir. Parçanın bazı yüzeyleri işlenmiş bazı yüzeyler olduğu gibi bırakılmıştır.
1. Parçanın 1 numaralı kısmında bulunan Ø15 ölçüsündeki deliğin içinde bir milin dönerek çalıştığı kabul edilmiştir. Deliğin içi ince tornalanmış olup Ra değeri 1.6 µm alınmıştır. Ayrıca deliğe H6 toleransı verilmiş olup sapmaları +13, 0 µm değerlerindedir.
2. Parçanın 2 numaralı kısmında bulunan yüzeye milin kademeli kısmı sürtünerek çalışacağı için Ra değeri 1.6 µm alınmıştır. Bu kısım ince olarak frezelenmiştir.
3. Parçanın 3 numaralı kısmında bulunan yüzeyin düzgün olması için Ra değeri 3.2 µm alınmıştır. Bu kısım orta kalitede frezelenmiştir.
4. Parçanın 4 numaralı kısmında bulunan yüzeyden kaba talaş kaldırılmıştır. Buraya sabit olarak yağlama nipeli takılacaktır. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır. Bu kısım kaba olarak frezelenmiştir.
5. Parçanın 5 numaralı kısmında iki adet yüzey bulunmaktadır. Yatak buralardan cıvatayla sabitlenecektir. Buralara rondela konulacağından orta kalitede talaş kaldırılmıştır. Yüzeyin pürüzlülük değeri Ra 3.2 µm alınmış olup orta kalitede frezelenmiştir.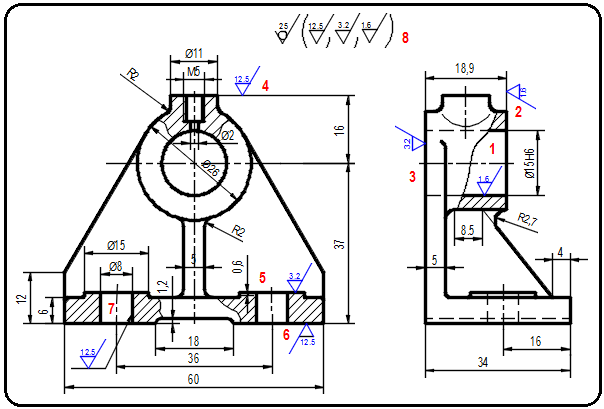
Şekil 1:Kum dökümle elde edilmiş “Yatak” parçasının görünüşleri 6. Parçanın 6 numaralı kısmında bulunan iki adet yüzey kaba talaş kaldırılarak frezelenmiştir. Yatak bu yüzeylerden yere sabitlenecektir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır.
7. Parçanın 7 numaralı iki adet cıvata deliği bulunmaktadır. Bu delikler matkapla delindiği için yüzey düzgünlüğü önemli değildir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır.
8. Parçada bazı yüzeyler imalattan geldiği gibi kalır. Bundan dolayı çok olan aynı özellikteki yüzeylere işaret konulmaz. Az olan yüzeylere işaret konulur. Bu gibi durumlarda resmin üst tarafında bir yere, resim üzerine konulmayan yerlerin işaretleri parantez dışına, resim üzerine konulan işaretler parantez içine yazılır. 2. UYGULAMA
Şekil 2’ de ön ve yan görünüşleri verilmiş “Freze Destek Parçası” kum dökümde elde edilmiştir. Parçanın bazı yüzeyleri işlenmiş bazı yüzeyler olduğu gibi bırakılmıştır.
1. Parçanın 1 numaralı kısmında bulunan Ø20 ölçüsündeki deliğin içine aynı çapta silindirik bir parça takılıp sabitlenecektir. Dönerek hareket yapılmayacaktır. Deliğin içi kaba tornalanmış olup Ra değeri 6.3 µm alınmıştır. Ayrıca deliğe boşluğun fazla olması için F6 toleransı verilmiş olup sapmaları +41, +20 µm değerlerindedir.
2. Parçanın 2 numaralı kısmında bulunan Ø13 ölçüsündeki delik matkapla delineceği için Ra değeri 12.5 µm alınmıştır. Matkapla ince yüzey kalitesi elde etmek mümkün değildir.
3. Parçanın 3 numaralı kısmında bulunan yüzeyin düzgün olması için Ra değeri 12.5 µm alınmıştır. Bu kısım kaba olarak frezelenmiştir.
4. Parçanın 4 numaralı kısmında bulunan yüzeyden talaş kaldırılmıştır. Yüzeyin pürüzlülük değeri Ra 6.3 µm alınmıştır. Buraya cıvata başı ve rondela gelecektir. Bu kısım orta kalitede frezelenmiştir.
5. Parçanın 5 numaralı kısmındaki yüzeyin düzeltilmesi yeterlidir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmış olup orta kalitede frezelenmiştir. M8 vidalı deliğe cıvata takılacaktır. Cıvatanın ucu baskı yapacağından bu yüzeye hiçbir parça değmeyecektir.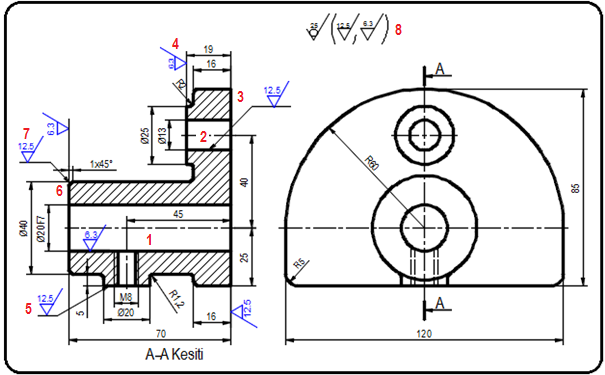
Şekil 2:Döküm yoluyla elde edilmiş “Freze Destek Parçası” nın görünüşleri 6. Parçanın 6 numaralı kısmındaki yüzey orta kalitede talaş kaldırılarak frezelenmiştir. Yüzeyin pürüzlülük değeri Ra 6.3 µm alınmıştır.
7. Parçanın 7 numaralı köşesine pah kırılmıştır. Pahlı yüzeyin bir görevi yoktur ve pürüzlülük değeri Ra 12.5 µm alınmıştır.
8. Daha öncede belirttiğimiz gibi parçada bazı yüzeyler imalattan geldiği gibi kalır. Gerekiyorsa temizlik yapılır. Bundan dolayı çok olan aynı özellikteki yüzeylere işaret konulmaz. Az olan yüzeylere işaret konulur. Bu gibi durumlarda resmin üst tarafında bir yere, resim üzerine konulmayan yerlerin işaretleri parantez dışına, resim üzerine konulan işaretler parantez içine yazılır.
3.UYGULAMA
Şekil 3’ de ön, lokal ve kesit görünüşleri verilmiş “Mil” parçasının silindirik kısımları çelik malzemeden tornalanarak yapılacaktır. Kama kanalları freze makinasında açılacaktır.
1. Parçanın 1 numaralı yerinde bulunan Ø20 ölçüsündeki silindirik kısma rulmanlı yatak takılacaktır. Parçanın bu kısmı taşlanabilir veya ince tornalanabilir. Yüzeyin Ra değeri 0.8 µm alınmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-13 µm değerlerindedir.
2. Parçanın 2 numaralı yerinde bulunan Ø30 ölçüsündeki silindirik kısma da rulmanlı yatak takılacaktır. Parçanın bu kısmı da taşlanabilir veya ince tornalanabilir. Yüzeyin Ra değeri 0.8 µm alınmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-16 µm değerlerindedir. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-16 µm değerlerindedir.
3. Parçanın 3 numaralı kısmına dişliçark takılacaktır. Bu yüzeyin düzgün olması için Ra değeri 1.6 µm alınmıştır. Bu kısım ince olarak tornalanmıştır. Ayrıca toleransın hassas olması için h5 toleransı verilmiş olup sapmaları 0,-9 µm değerlerindedir.
4. Parçanın 4 numaralı kısmına kasnak takılacaktır. Bu yüzeyin düzgün olması için Ra değeri 1.6 µm alınmıştır. Bu kısım da ince olarak tornalanmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-13 µm değerlerindedir.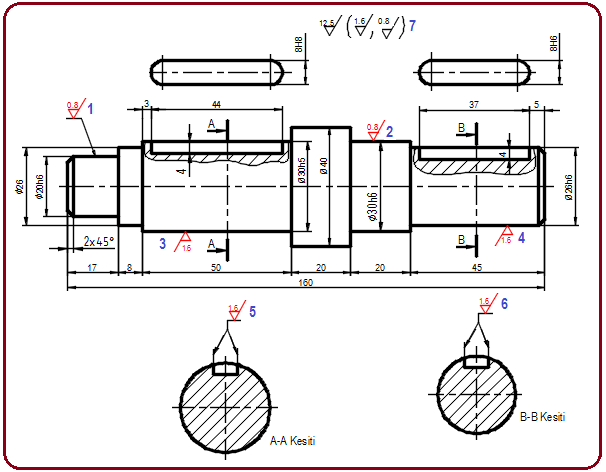
Şekil 3:Tornalama yoluyla elde edilmiş “Mil” parçasının görünüşleri 5. Parçanın 5 ve 6 numaralı kısmındaki kama kanalların dik yüzeylerin pürüzlülük değeri Ra 1.6 µm alınmış olup ince kalitede frezelenmiştir. Genişlik toleransı H8 olup sapmaları +22, 0 µm değerlerindedir.
6. Parçanın işaret konulmayan yerleri Ra 12.5 µm kalitesinde işlenmiştir. Bu durum resmin üst tarafında (7) parantezin dışına yazılarak belirtilmiştir. Resmin üzerine konulan işaretler parantez içine yazılmıştır.
Not: Resimlerde kullanılan sayısal değerler örnek olsun diye tahmini verilmiştir. Gerçek değerleri bu işi uygulayanlar bilir.
Şekil 4’ de “İmalat Yöntemlerine Göre Ra Pürüzlülük Değerleri” çizelgesi görülmektedir.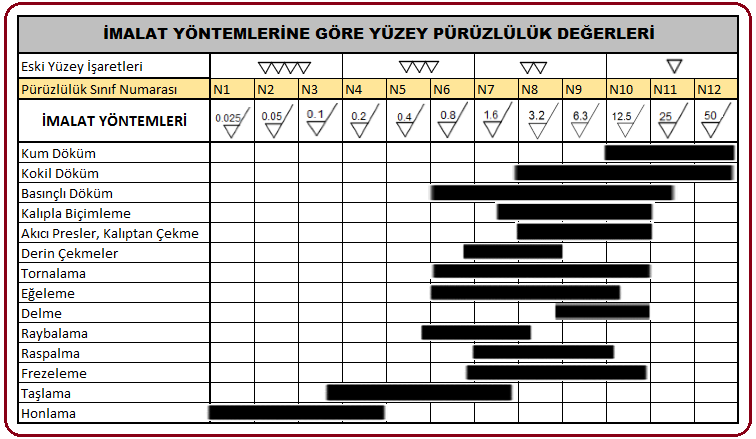
Şekil 4:”İmalat Yöntemlerine Göre Ra Yüzey Pürüzlülük Değerleri” çizelgesi
Şekil 1’ de ön ve yan görünüşleri verilmiş “Yatak” parçası kum dökümde elde edilmiştir. Parçanın bazı yüzeyleri işlenmiş bazı yüzeyler olduğu gibi bırakılmıştır.
1. Parçanın 1 numaralı kısmında bulunan Ø15 ölçüsündeki deliğin içinde bir milin dönerek çalıştığı kabul edilmiştir. Deliğin içi ince tornalanmış olup Ra değeri 1.6 µm alınmıştır. Ayrıca deliğe H6 toleransı verilmiş olup sapmaları +13, 0 µm değerlerindedir.
2. Parçanın 2 numaralı kısmında bulunan yüzeye milin kademeli kısmı sürtünerek çalışacağı için Ra değeri 1.6 µm alınmıştır. Bu kısım ince olarak frezelenmiştir.
3. Parçanın 3 numaralı kısmında bulunan yüzeyin düzgün olması için Ra değeri 3.2 µm alınmıştır. Bu kısım orta kalitede frezelenmiştir.
4. Parçanın 4 numaralı kısmında bulunan yüzeyden kaba talaş kaldırılmıştır. Buraya sabit olarak yağlama nipeli takılacaktır. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır. Bu kısım kaba olarak frezelenmiştir.
5. Parçanın 5 numaralı kısmında iki adet yüzey bulunmaktadır. Yatak buralardan cıvatayla sabitlenecektir. Buralara rondela konulacağından orta kalitede talaş kaldırılmıştır. Yüzeyin pürüzlülük değeri Ra 3.2 µm alınmış olup orta kalitede frezelenmiştir.
Şekil 1:Kum dökümle elde edilmiş “Yatak” parçasının görünüşleri 6. Parçanın 6 numaralı kısmında bulunan iki adet yüzey kaba talaş kaldırılarak frezelenmiştir. Yatak bu yüzeylerden yere sabitlenecektir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır.
7. Parçanın 7 numaralı iki adet cıvata deliği bulunmaktadır. Bu delikler matkapla delindiği için yüzey düzgünlüğü önemli değildir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmıştır.
8. Parçada bazı yüzeyler imalattan geldiği gibi kalır. Bundan dolayı çok olan aynı özellikteki yüzeylere işaret konulmaz. Az olan yüzeylere işaret konulur. Bu gibi durumlarda resmin üst tarafında bir yere, resim üzerine konulmayan yerlerin işaretleri parantez dışına, resim üzerine konulan işaretler parantez içine yazılır. 2. UYGULAMA
Şekil 2’ de ön ve yan görünüşleri verilmiş “Freze Destek Parçası” kum dökümde elde edilmiştir. Parçanın bazı yüzeyleri işlenmiş bazı yüzeyler olduğu gibi bırakılmıştır.
1. Parçanın 1 numaralı kısmında bulunan Ø20 ölçüsündeki deliğin içine aynı çapta silindirik bir parça takılıp sabitlenecektir. Dönerek hareket yapılmayacaktır. Deliğin içi kaba tornalanmış olup Ra değeri 6.3 µm alınmıştır. Ayrıca deliğe boşluğun fazla olması için F6 toleransı verilmiş olup sapmaları +41, +20 µm değerlerindedir.
2. Parçanın 2 numaralı kısmında bulunan Ø13 ölçüsündeki delik matkapla delineceği için Ra değeri 12.5 µm alınmıştır. Matkapla ince yüzey kalitesi elde etmek mümkün değildir.
3. Parçanın 3 numaralı kısmında bulunan yüzeyin düzgün olması için Ra değeri 12.5 µm alınmıştır. Bu kısım kaba olarak frezelenmiştir.
4. Parçanın 4 numaralı kısmında bulunan yüzeyden talaş kaldırılmıştır. Yüzeyin pürüzlülük değeri Ra 6.3 µm alınmıştır. Buraya cıvata başı ve rondela gelecektir. Bu kısım orta kalitede frezelenmiştir.
5. Parçanın 5 numaralı kısmındaki yüzeyin düzeltilmesi yeterlidir. Yüzeyin pürüzlülük değeri Ra 12.5 µm alınmış olup orta kalitede frezelenmiştir. M8 vidalı deliğe cıvata takılacaktır. Cıvatanın ucu baskı yapacağından bu yüzeye hiçbir parça değmeyecektir.
Şekil 2:Döküm yoluyla elde edilmiş “Freze Destek Parçası” nın görünüşleri 6. Parçanın 6 numaralı kısmındaki yüzey orta kalitede talaş kaldırılarak frezelenmiştir. Yüzeyin pürüzlülük değeri Ra 6.3 µm alınmıştır.
7. Parçanın 7 numaralı köşesine pah kırılmıştır. Pahlı yüzeyin bir görevi yoktur ve pürüzlülük değeri Ra 12.5 µm alınmıştır.
8. Daha öncede belirttiğimiz gibi parçada bazı yüzeyler imalattan geldiği gibi kalır. Gerekiyorsa temizlik yapılır. Bundan dolayı çok olan aynı özellikteki yüzeylere işaret konulmaz. Az olan yüzeylere işaret konulur. Bu gibi durumlarda resmin üst tarafında bir yere, resim üzerine konulmayan yerlerin işaretleri parantez dışına, resim üzerine konulan işaretler parantez içine yazılır.
3.UYGULAMA
Şekil 3’ de ön, lokal ve kesit görünüşleri verilmiş “Mil” parçasının silindirik kısımları çelik malzemeden tornalanarak yapılacaktır. Kama kanalları freze makinasında açılacaktır.
1. Parçanın 1 numaralı yerinde bulunan Ø20 ölçüsündeki silindirik kısma rulmanlı yatak takılacaktır. Parçanın bu kısmı taşlanabilir veya ince tornalanabilir. Yüzeyin Ra değeri 0.8 µm alınmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-13 µm değerlerindedir.
2. Parçanın 2 numaralı yerinde bulunan Ø30 ölçüsündeki silindirik kısma da rulmanlı yatak takılacaktır. Parçanın bu kısmı da taşlanabilir veya ince tornalanabilir. Yüzeyin Ra değeri 0.8 µm alınmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-16 µm değerlerindedir. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-16 µm değerlerindedir.
3. Parçanın 3 numaralı kısmına dişliçark takılacaktır. Bu yüzeyin düzgün olması için Ra değeri 1.6 µm alınmıştır. Bu kısım ince olarak tornalanmıştır. Ayrıca toleransın hassas olması için h5 toleransı verilmiş olup sapmaları 0,-9 µm değerlerindedir.
4. Parçanın 4 numaralı kısmına kasnak takılacaktır. Bu yüzeyin düzgün olması için Ra değeri 1.6 µm alınmıştır. Bu kısım da ince olarak tornalanmıştır. Ayrıca toleransın hassas olması için h6 toleransı verilmiş olup sapmaları 0,-13 µm değerlerindedir.
Şekil 3:Tornalama yoluyla elde edilmiş “Mil” parçasının görünüşleri 5. Parçanın 5 ve 6 numaralı kısmındaki kama kanalların dik yüzeylerin pürüzlülük değeri Ra 1.6 µm alınmış olup ince kalitede frezelenmiştir. Genişlik toleransı H8 olup sapmaları +22, 0 µm değerlerindedir.
6. Parçanın işaret konulmayan yerleri Ra 12.5 µm kalitesinde işlenmiştir. Bu durum resmin üst tarafında (7) parantezin dışına yazılarak belirtilmiştir. Resmin üzerine konulan işaretler parantez içine yazılmıştır.
Not: Resimlerde kullanılan sayısal değerler örnek olsun diye tahmini verilmiştir. Gerçek değerleri bu işi uygulayanlar bilir.
Şekil 4’ de “İmalat Yöntemlerine Göre Ra Pürüzlülük Değerleri” çizelgesi görülmektedir.
Şekil 4:”İmalat Yöntemlerine Göre Ra Yüzey Pürüzlülük Değerleri” çizelgesi
SPONSORLAR


