10. BÖLÜM : Yapım ve Montaj Resimleri
- 1 TEK PARÇA YAPIM RESİMLERİ
- 2 MONTAJ RESİMLERİ
- 3 MONTAJDAN DETAY YAPIM RESİMLERİ
- 4 DETAYLARDAN MONTAJ RESMİ
TEK PARÇA YAPIM RESİMLERİ
1.TANITIM
Parçaların yapımı (üretilmesi) için gerekli olan tüm bilgileri üzerinde taşıyan resimlere yapım resimleri denir.
Bir yapım resminde aşağıdaki bilgiler bulunur:
a. Parçaların yeterli görünüşleri. Yeterli görünüş demek parçayı ifade eden en az görünüş demektir.
b. Görüşlerin ölçülendirmeleri. Görünüşleri parçaların yapımı ve ölçülme durumu dikkate alınarak ölçülendirilir.
c. Boyut toleranslarının belirtilmesi. Boyut toleransları, iş parçasının hangi ölçüler içinde yapılacağının belirtilmesidir.
d. Şekil ve konum toleranslarının belirtilmesi. Bu tolerans gerekiyorsa kullanılır.
e.Tolerans anteti düzenleme. Bu anteti kullanmak için ISO tolerans sistemini kullanmak gerekir.
f. Çizim kağıtlarının sağ alt köşesine antet (yazı alanı) düzenlenmesi. Yazı alanı firmadan firmaya değişiklik gösterir.
g. Resmin büyüklüğüne göre standart A serisi kağıt seçilir.
h. Gerekirse görünüşlerde kesit alınır.
i.Yapım resminde her parça için ayrı bir resim kağıdı kullanılır. Az parçalı montajlardaki parçaların yapım resimleri tek bir kağıt üzerine ayrı ayrı çizilebilir. Montajı meydana getiren parçalara detay denir ve çizilen yapım resmine de detay tapım resmi denir.
j.Yapım resimleri parçanın bitmiş ve kullanıma hazır durumunu gösterir. Yapım resimlerini modelciler, dökümcüler ve talaşlı üretim yapan kişiler kullanarak işlerini yaparlar.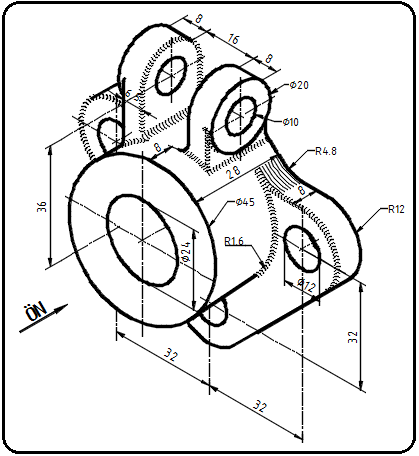
Şekil 1:Yapım resmi çizilecek “Çatal Yatak” 2.TEK PARÇA YAPIM RESMİ
Şekil 1’ de perspektif resmi verilen “Çatal Yatak” ın yapım resmi aşağıdaki kurallara göre çizilmiştir:
a. Parçanın bakış yönüne göre ön ve yan görünüşlerinin çizimi yeterlidir (Şekil 2). Üst görünüşü çizmeye gerek yoktur. İstenilirse çizilebilir. Yan görünüş tam kesit, ön görünüşte çatallardan birinde bölgesel kesit alınıp taranmıştır. Bir parçanın görünüşlerinde birden fazla kesit alındığında taramalar aynı açı ve aynı aralıkta taranırlar.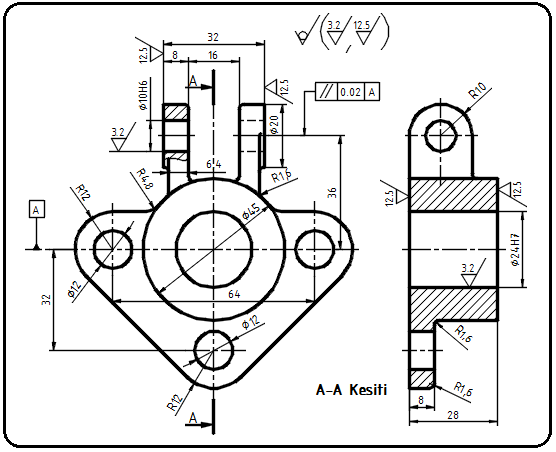
Şekil 2:”Çatal Yatak” ın ön ve yan görünüşleri
b.Parçanın ölçülendirilmesi ön ve yan görünüşte yapılmıştır. Ölçülendirilme de dikkat edilmesi gereken en önemli husus bir yere bir defa ölçü verilmesidir. Silindirik kısımların dikdörtgensel görünüşlerinde ölçü yazısının önüne çap işareti (Ø) konulur.
c.Ø24 deliğe mil takılacağından H7 toleransı, çatallardaki Ø10 deliğe perno takılacağından H6 toleransı verilmiştir. Bu tip ISO toleransları için tolerans anteti düzenlenir (Şekil 3). Toleransı verilmeyen yerlerin toleransını belirtmek için yazıyla Genel Tolerans=±0.25 gibi yazılır.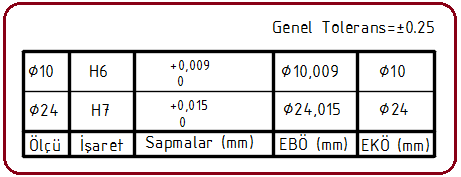
Şekil 3:ISO sisteminde tolerans anteti d.Parça döküm yoluyla elde edilmiş olup bazı yüzeyler işlenmiştir. İşlenen yüzeylerdeki kenarlar keskin köşeli, işlenmeyen yüzeylerdeki kenarların köşeleri yayla yuvarlatılmış olarak gösterilir. Geçekte makine parçalarındaki kademeli ve dip kısımlarda keskin köşe istenmez. Köşe yuvarlatmaları R1.6 gibi ölçülendirilir. Çizimlerde köşeler önce keskin çizilir, sonra yuvarlatma yapılır.
e.İşlenen yüzeylere yüzey işleme işaretleri konulmuştur. Ø24 ve Ø10 delik içlerine ince yüzey işleme işareti, diğer işlenen yüzeylere kaba yüzey işleme işareti konulmuştur. İşaret konulmayan yüzeyler imalattan geldiği gibi kalacak demektir. Resim üzerine konulan işaretler parantez içine, işaret konulmayan yüzeylerin işaretleri parantez dışına yazılır.
f. Aralarında 36 mm uzaklık bulunan iki eksen için paralellik şekil ve konum toleransı kullanılmıştır.
g.Parçayla ilgili yapım resmi anteti düzenlenir. Resim üzerine yazılamayan bilgiler antetdeki boşluklara yazılır (Şekil 4). (Buradaki örnek bilgiler hayalidir.)
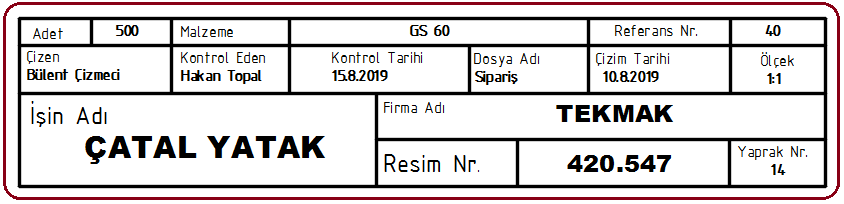
Şekil 4:”Yapım Resmi” anteti h. Resmin büyüklüğüne göre standart A serisi çizim kağıdı seçilir. Bu resim için A4-Yatay çizim kağıdı seçilmiştir. Çizim kağıdının çerçevesi çizilir. Sağ alt köşeye antet yerleştirilir. Üstüne tolerans anteti yerleştirilir. Antetlerin hemen üstüne genel tolerans yazılır. Şekil 5’ de çizim kağıdına yerleştirilmiş yapım resmi görülmektedir.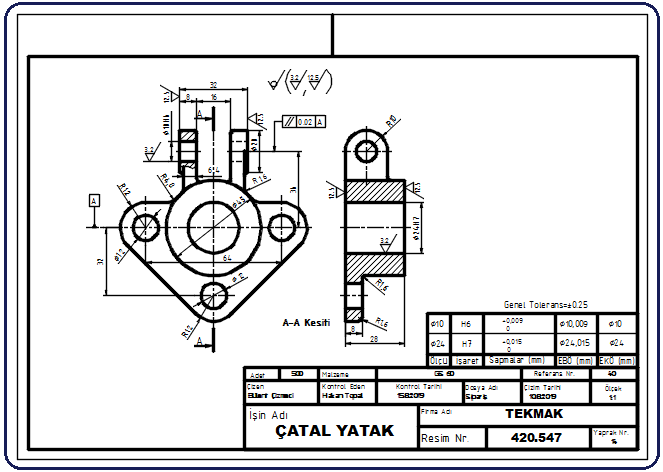
Şekil 5:Çizim kağıdına yerleştirilmiş yapım resmi
Parçaların yapımı (üretilmesi) için gerekli olan tüm bilgileri üzerinde taşıyan resimlere yapım resimleri denir.
Bir yapım resminde aşağıdaki bilgiler bulunur:
a. Parçaların yeterli görünüşleri. Yeterli görünüş demek parçayı ifade eden en az görünüş demektir.
b. Görüşlerin ölçülendirmeleri. Görünüşleri parçaların yapımı ve ölçülme durumu dikkate alınarak ölçülendirilir.
c. Boyut toleranslarının belirtilmesi. Boyut toleransları, iş parçasının hangi ölçüler içinde yapılacağının belirtilmesidir.
d. Şekil ve konum toleranslarının belirtilmesi. Bu tolerans gerekiyorsa kullanılır.
e.Tolerans anteti düzenleme. Bu anteti kullanmak için ISO tolerans sistemini kullanmak gerekir.
f. Çizim kağıtlarının sağ alt köşesine antet (yazı alanı) düzenlenmesi. Yazı alanı firmadan firmaya değişiklik gösterir.
g. Resmin büyüklüğüne göre standart A serisi kağıt seçilir.
h. Gerekirse görünüşlerde kesit alınır.
i.Yapım resminde her parça için ayrı bir resim kağıdı kullanılır. Az parçalı montajlardaki parçaların yapım resimleri tek bir kağıt üzerine ayrı ayrı çizilebilir. Montajı meydana getiren parçalara detay denir ve çizilen yapım resmine de detay tapım resmi denir.
j.Yapım resimleri parçanın bitmiş ve kullanıma hazır durumunu gösterir. Yapım resimlerini modelciler, dökümcüler ve talaşlı üretim yapan kişiler kullanarak işlerini yaparlar.
Şekil 1:Yapım resmi çizilecek “Çatal Yatak” 2.TEK PARÇA YAPIM RESMİ
Şekil 1’ de perspektif resmi verilen “Çatal Yatak” ın yapım resmi aşağıdaki kurallara göre çizilmiştir:
a. Parçanın bakış yönüne göre ön ve yan görünüşlerinin çizimi yeterlidir (Şekil 2). Üst görünüşü çizmeye gerek yoktur. İstenilirse çizilebilir. Yan görünüş tam kesit, ön görünüşte çatallardan birinde bölgesel kesit alınıp taranmıştır. Bir parçanın görünüşlerinde birden fazla kesit alındığında taramalar aynı açı ve aynı aralıkta taranırlar.
Şekil 2:”Çatal Yatak” ın ön ve yan görünüşleri
b.Parçanın ölçülendirilmesi ön ve yan görünüşte yapılmıştır. Ölçülendirilme de dikkat edilmesi gereken en önemli husus bir yere bir defa ölçü verilmesidir. Silindirik kısımların dikdörtgensel görünüşlerinde ölçü yazısının önüne çap işareti (Ø) konulur.
c.Ø24 deliğe mil takılacağından H7 toleransı, çatallardaki Ø10 deliğe perno takılacağından H6 toleransı verilmiştir. Bu tip ISO toleransları için tolerans anteti düzenlenir (Şekil 3). Toleransı verilmeyen yerlerin toleransını belirtmek için yazıyla Genel Tolerans=±0.25 gibi yazılır.
Şekil 3:ISO sisteminde tolerans anteti d.Parça döküm yoluyla elde edilmiş olup bazı yüzeyler işlenmiştir. İşlenen yüzeylerdeki kenarlar keskin köşeli, işlenmeyen yüzeylerdeki kenarların köşeleri yayla yuvarlatılmış olarak gösterilir. Geçekte makine parçalarındaki kademeli ve dip kısımlarda keskin köşe istenmez. Köşe yuvarlatmaları R1.6 gibi ölçülendirilir. Çizimlerde köşeler önce keskin çizilir, sonra yuvarlatma yapılır.
e.İşlenen yüzeylere yüzey işleme işaretleri konulmuştur. Ø24 ve Ø10 delik içlerine ince yüzey işleme işareti, diğer işlenen yüzeylere kaba yüzey işleme işareti konulmuştur. İşaret konulmayan yüzeyler imalattan geldiği gibi kalacak demektir. Resim üzerine konulan işaretler parantez içine, işaret konulmayan yüzeylerin işaretleri parantez dışına yazılır.
f. Aralarında 36 mm uzaklık bulunan iki eksen için paralellik şekil ve konum toleransı kullanılmıştır.
g.Parçayla ilgili yapım resmi anteti düzenlenir. Resim üzerine yazılamayan bilgiler antetdeki boşluklara yazılır (Şekil 4). (Buradaki örnek bilgiler hayalidir.)
Şekil 4:”Yapım Resmi” anteti h. Resmin büyüklüğüne göre standart A serisi çizim kağıdı seçilir. Bu resim için A4-Yatay çizim kağıdı seçilmiştir. Çizim kağıdının çerçevesi çizilir. Sağ alt köşeye antet yerleştirilir. Üstüne tolerans anteti yerleştirilir. Antetlerin hemen üstüne genel tolerans yazılır. Şekil 5’ de çizim kağıdına yerleştirilmiş yapım resmi görülmektedir.
Şekil 5:Çizim kağıdına yerleştirilmiş yapım resmi
SPONSORLAR


